Clean Hydrogen Through Advanced Electrolysis
Lab-scale to commercial-scale solutions in PEM, AEM and AWE electrolysers, plus PEM fuel cells and test stations - engineered for reliable, flexible green hydrogen production.
PEM Electrolysis
Solid polymer membrane, ultra-pure water, fast dynamic response.
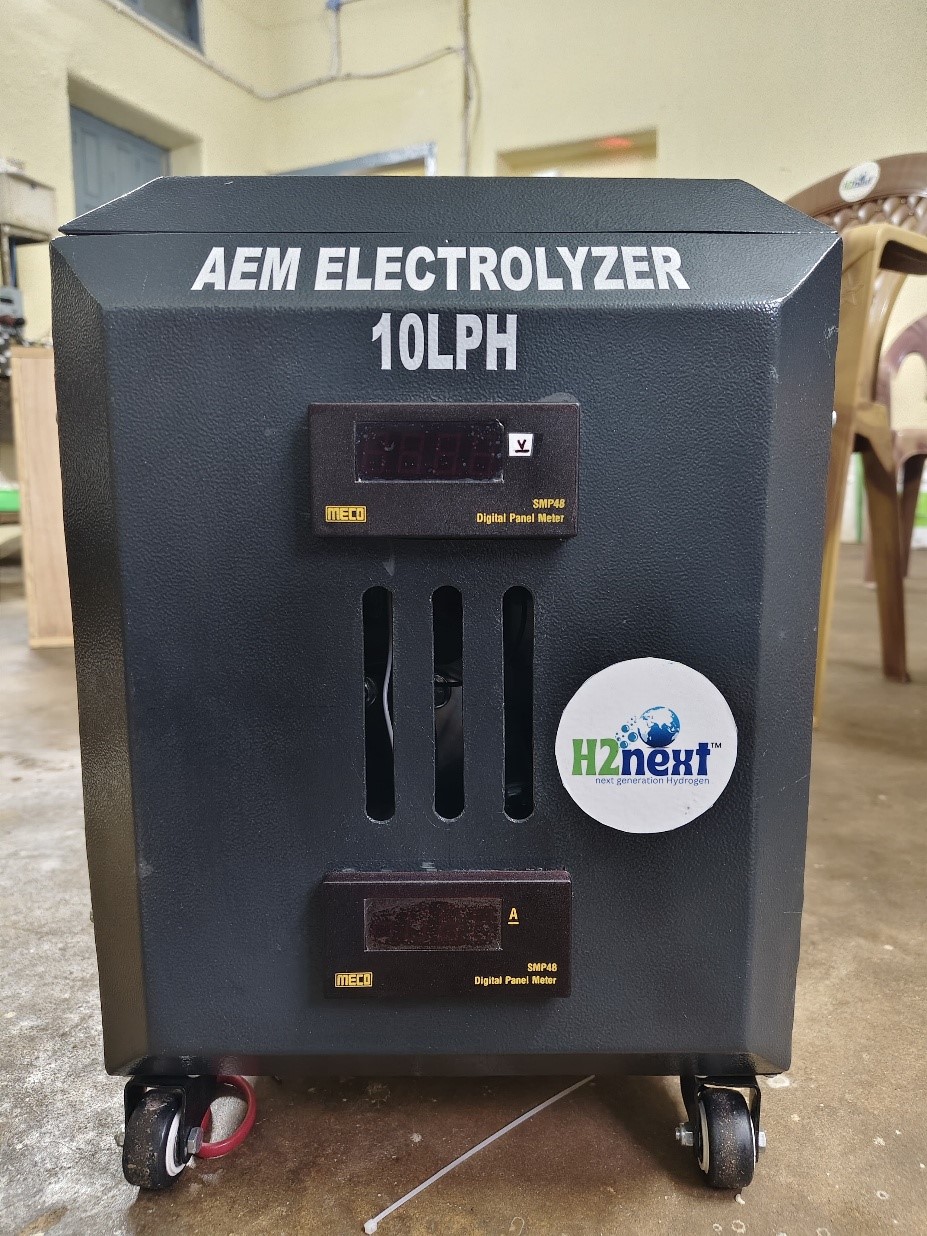
AEM Electrolysis
Low-cost alkaline environment with solid membrane efficiency.
AWE Electrolysis
Mature, robust large-scale technology with lowest CAPEX.
PEM Fuel Cells
Clean, quiet power from hydrogen for vehicles and backup
PEM Electrolyser – Clean Hydrogen Through Innovation
A Proton Exchange Membrane (PEM) electrolyser uses a solid polymer membrane that conducts protons while blocking gases and electrons. When powered by renewable energy, it produces green hydrogen with zero carbon emissions.
How It Works
1. Water Input
Ultrapure (deionized) water flows into the electrolyser.
2. Electrochemical Reaction
Electricity is applied across two electrodes – anode and cathode – splitting water into hydrogen and oxygen.
3. Membrane Function
The PEM conducts hydrogen ions through the membrane while keeping gases separated.
4. Gas Output
Hydrogen is collected at the cathode, and oxygen is released at the anode.

The PEM Advantage
- Rapid response time - Switches from low-power standby to full power in seconds.
- High current density - Compact footprint with high hydrogen output.
- High purity hydrogen - Solid membrane design enables fuel-cell grade hydrogen.
- Simpler operation - Uses ultra-pure water instead of concentrated alkaline electrolyte.
What is green hydrogen?
Hydrogen produced by splitting water using an electrolyser powered exclusively by renewable electricity such as solar, wind or hydro – resulting in zero carbon emissions.
How does H2Next produce hydrogen?
Proton exchange membrane (e.g. Nafion), noble metal catalysts such as platinum and iridium, and corrosion-resistant titanium bipolar plates.
What are the main applications for H2Next’s hydrogen?
Modern commercial stacks target 40,000 to 80,000 operating hours (around 5–10 years) depending on duty cycle.
How does a PEM system integrate with renewable energy?
Its fast response time and flexibility allow it to ramp production up or down instantly to match the variable output of solar or wind farms, effectively storing excess clean energy as hydrogen.
What is the typical lifespan of a PEM electrolyser stack?
While dependent on operating conditions and cycles, modern commercial stacks are aiming for 5-10 years (40,000 to 80,000 operating hours) before major replacement is needed.
What water quality is required?
PEM electrolysers require ultra-pure (deionized) water to protect the sensitive membrane and catalysts from contamination and degradation.
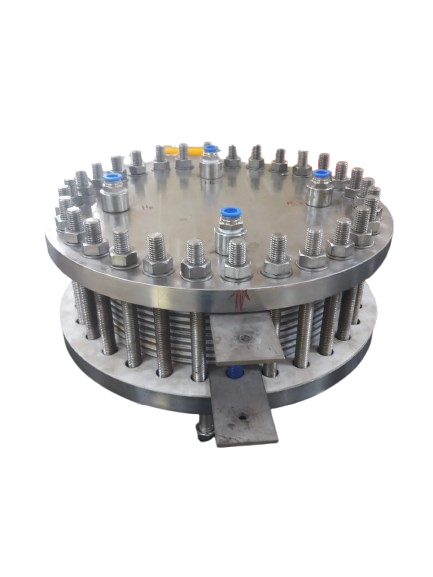
AEM Electrolysers – The Cost-Effective Bridge
Anion Exchange Membrane (AEM) electrolysers combine the low cost of alkaline systems with the compact, high-performance features of PEM technology.
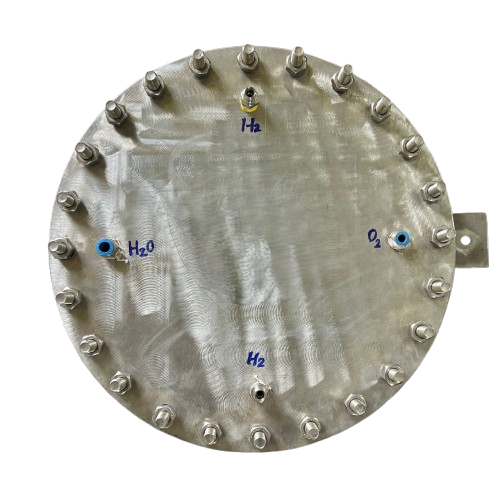
How It Works
1. Water Input
Deionized or mildly alkaline water enters the cell.
2. Electrochemical Reaction
Electricity drives water splitting into hydrogen and oxygen.
3. Membrane Role
The AEM conducts hydroxide ions (OH⁻) while separating product gases.
4. Gas Collection
Hydrogen is generated at the cathode and oxygen at the anode.
The AEM Value Advantage
- Significantly lower CAPEX using non-precious metal catalysts like nickel and iron.
- Durable, low-cost materials such as stainless steel bipolar plates in alkaline environments.
- Fast response time similar to PEM for renewable integration.
- Chemical safety – operates with dilute KOH or pure water.
Is AEM an established technology?
AEM is emerging and rapidly advancing (Technology Readiness Level TRL 4-6). It is being commercialized now, aiming to match the maturity and lifespan of Alkaline and PEM systems.
Why are AEM electrolysers cheaper than PEM?
The alkaline operating environment allows AEM systems to use non-precious metals (Nickel/Iron) as catalysts and stainless steel for components, avoiding the massive cost of Platinum/Iridium and Titanium required by acidic PEM systems.
What are the main technical challenges for AEM?
The primary challenge is membrane durability and stability at higher temperatures and current densities. Research is focused on improving the lifespan of the Anion Exchange Membrane polymer itself.
What electrolyte is used in AEM systems?
Typically a dilute solution of Potassium Hydroxide (KOH) is used to enhance ion conductivity and performance, though some systems aim to operate on pure water.
Is AEM as flexible as PEM for renewables?
Yes, its solid membrane and zero-gap design give it fast startup and load-following capabilities comparable to PEM, making it highly suitable for integration with variable renewable energy.
AWE Electrolyser – Proven, Scalable Technology
Alkaline Water Electrolysis (AWE) is one of the most mature and widely adopted hydrogen production technologies, delivering robust performance and ultra-long lifetimes.
How AWE Electrolysers Work
1. Electrolyte Circulation
A concentrated alkaline solution (commonly ~30% KOH) is circulated between electrodes.
2. Electrochemical Reaction
Electricity splits water into hydrogen and oxygen across nickel-based electrodes.
3. Diaphragm Function
A porous diaphragm (e.g. Zirfon) prevents gas mixing while allowing ion transport.
4. Gas Collection
Hydrogen is generated at the cathode and oxygen at the anode.


AWE Advantages
- Lowest CAPEX per kilowatt installed.
- Extreme durability – typical lifetimes of 20–30 years (up to ~90,000 h).
- Scalable to GW scale for industrial hydrogen production.
- Mature technology with well-understood operation and maintenance.
Best for: steady, large-scale industrial loads such as green ammonia, refineries and chemical manufacturing.
What are AWE electrolysers best used for?
Large-scale, steady-state applications like green ammonia production, refineries, and industrial chemical manufacturing where continuous, stable power supply is available.
Does AWE require special water quality?
AWE requires less pure water than PEM (it can tolerate higher ionic contamination), but it still requires pre-treatment to avoid damage or contamination of the electrolyte.
What is the Diaphragm's role?
The porous diaphragm separates the product gases (H2and O2) while allowing the hydroxide ions (OH-) to pass, completing the circuit. Materials like Zirfon are commonly used today.
Why is the startup time so slow?
Due to the large volume of liquid electrolyte and the need to achieve and maintain stable pressure and thermal equilibrium across the system, rapid changes can be unsafe or reduce efficiency.
Are there safety concerns with the electrolyte?
AWE uses a corrosive, concentrated alkaline solution (KOH), which requires careful material selection (like nickel, stainless steel) and robust safety protocols for handling and maintenance.
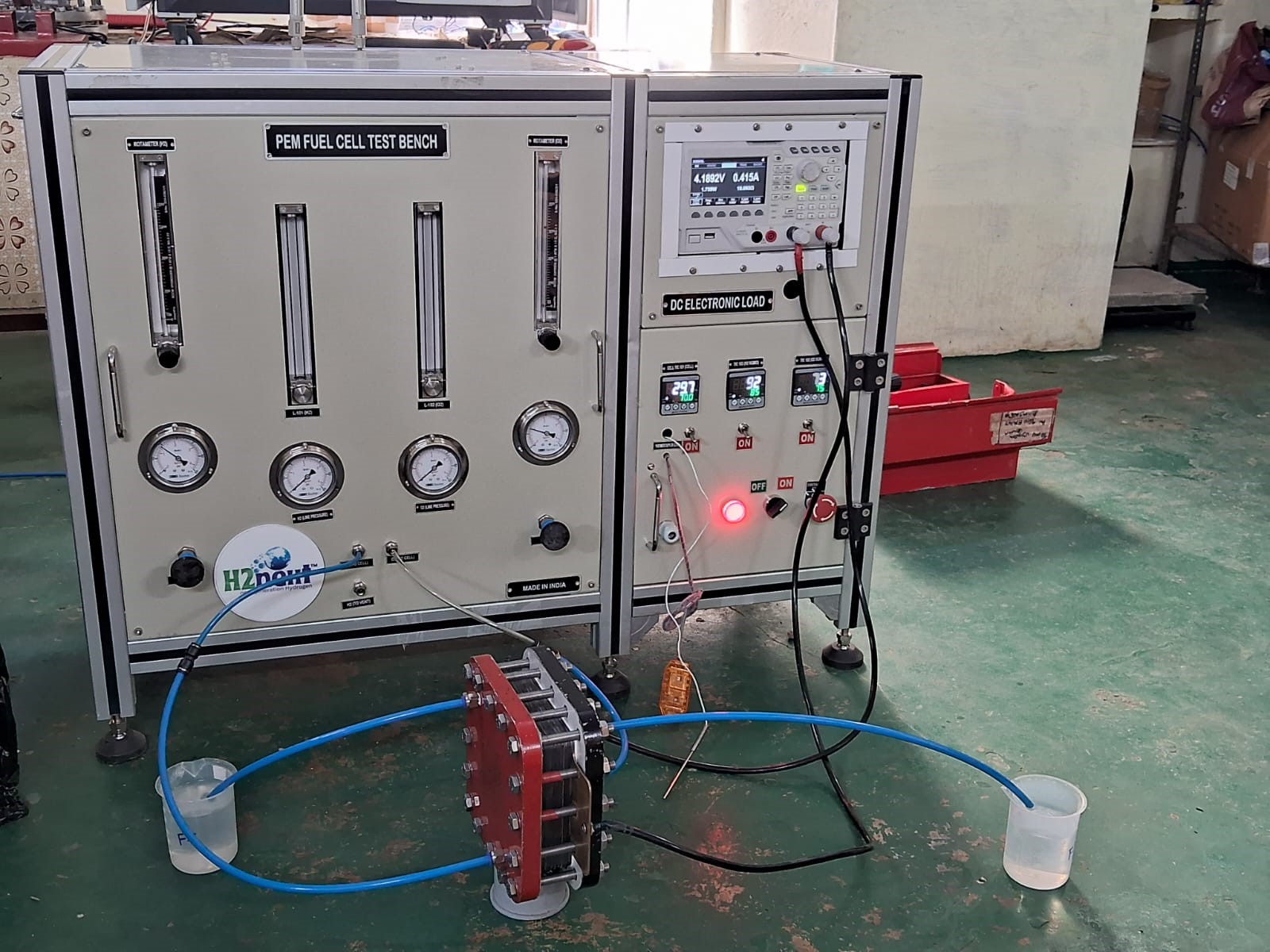
PEM Fuel Cells – Clean Power from Hydrogen
Proton Exchange Membrane fuel cells convert hydrogen and oxygen directly into electricity, with water and heat as the only by-products.
How PEM Fuel Cells Work
1. Hydrogen Supply
Pure hydrogen gas is fed to the anode.
2. Electrochemical Reaction
At the anode, hydrogen molecules split into protons and electrons..
3. Membrane Function
The PEM allows only protons to pass through to the cathode.
4. Electricity Generation
Electrons travel through an external circuit, generating electric current.
5. Oxygen Supply
Oxygen (from air) is supplied to the cathode, where it combines with protons and electrons to form water.


Advantages of PEM Fuel Cells
- Zero emissions: Only water and heat as by-products
- High efficiency: Up to 60% electrical efficiency
- Compact and lightweight: Ideal for mobile and portable applications
- Fast start-up: Operates at low temperatures
- Quiet operation: No moving parts in the core stack
Best for: fuel cell vehicles and forklifts, drones and portable units, residential backup power, and education or R&D platforms.
1. What is the difference between PEM fuel cells and PEM electrolysers?
PEM fuel cells generate electricity from hydrogen and oxygen, while PEM electrolysers consume electricity to split water into hydrogen and oxygen. They operate on opposite principles using similar membrane technology.
2. What fuels can PEM fuel cells use?
PEM fuel cells require pure hydrogen as fuel. Hydrogen can be sourced from electrolysis, reforming, or compressed gas cylinders.
3. What is the typical operating temperature?
PEM fuel cells operate between 50–100 °C, allowing for quick start-up and safe integration into vehicles and portable systems.
4. What is the expected lifetime of a PEM fuel cell?
Stack lifetimes range from 5,000 to 20,000 hours, depending on application, operating conditions, and membrane durability.
5. Are PEM fuel cells commercially available?
- Require high-purity hydrogen
- Use precious metal catalysts (e.g., platinum)
- Sensitive to CO and sulfur contamination